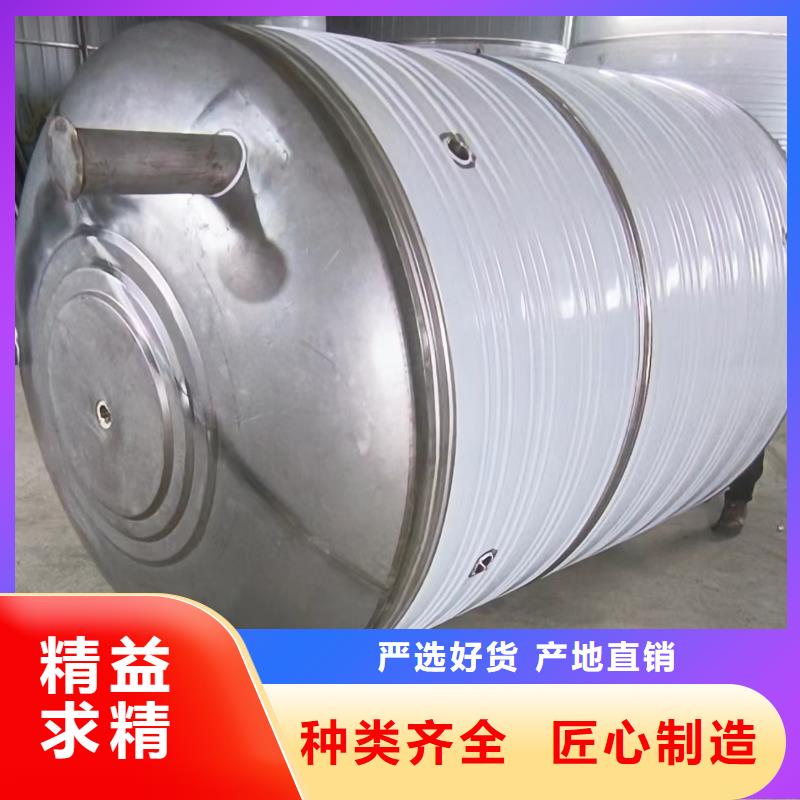
想要一睹【贵阳】【当地】卧式承压水箱推荐厂家0.6-1.0Mpa产品的风采吗?这个视频将用最直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:贵阳【贵阳】【当地】卧式承压水箱推荐厂家0.6-1.0Mpa的图文介绍
辉煌供水设备有限公司新品研发能力、生产加工能力、 不锈钢水箱、产品供货速度、客户服务质量,在国内处于较高水平, 不锈钢水箱、产品在市场上树立了好的口碑,赢得客户认可。并通过完善的生产、销售、售后一体化,打造了客户的满意度,多年来赢得了广大客户的认可,使企业得到了市场的成功和稳健的发展。 关注客户需求,改善客户体验,成就伙伴共赢。我们愿和您共同打造美好未来!

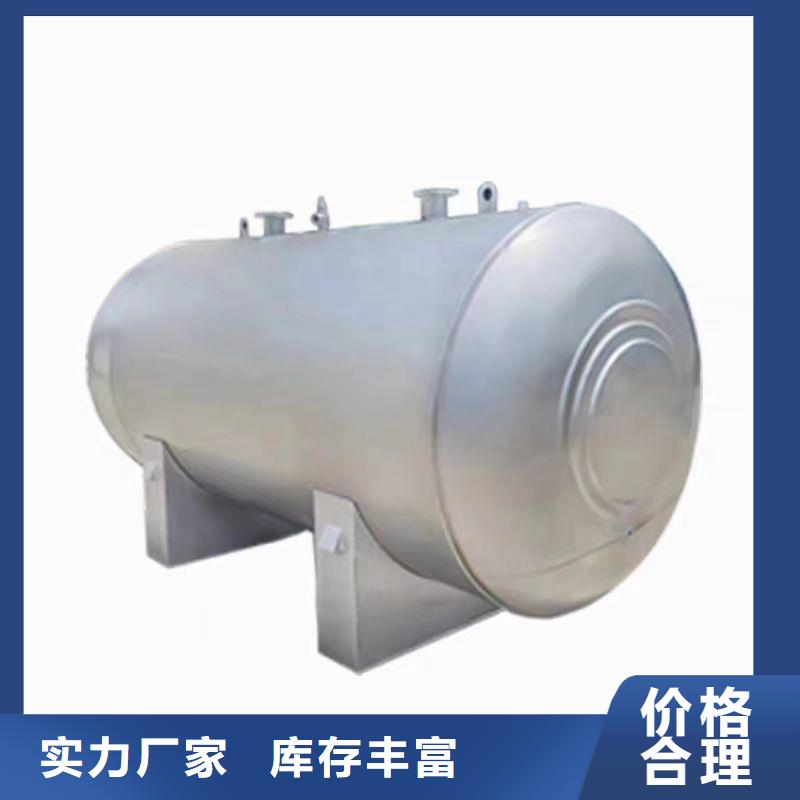
焊接试板:承压保温水箱
2.6.1、贵阳当地一、贵阳当地二类压力容器应每台制作产品焊接试板,试板应连接在筒节纵缝的延长线上,与筒节纵缝一起焊接,试板尺寸为450*125二块,试板材质及厚度与筒身材质及厚度一致。
2.6.2、贵阳当地当同时需制作热处理试板时,且热试板和冷试板为同材质、贵阳当地同厚度时,可将冷、贵阳当地热试板连在一起,规格为800*125二块。

筒节坡口加工:承压保温水箱
2.3.1、贵阳同城圆筒纵、贵阳同城环对接缝坡口应优先考虑采用内坡口,当容器内施焊有困难时,应采用外坡口。通常DN<600的筒体采用外坡口,DN≥600的筒体采用内坡口,封闭焊道采用外坡口。
2.3.2、贵阳同城当两板厚度不等时,则当薄板厚度≤10 mm且两板厚度差超过3 mm时;或当薄板厚度>10mm且两板厚度差超过薄板厚度30%或超过5mm时,应作削薄处理,由工艺人员确定。
2.3.3、贵阳同城在条件具备时,坡口加工应在刨边机上进行;若采用碳弧气刨等非机械方法加工坡口,应将影响组对和焊接的凹凸不平处修磨干净,打磨出金属光泽。


d)承压保温水箱筒节端面倾斜度小于2mm。
e)筒节展开后的对角线允差应不大于3mm 。
f)当相邻两节筒体(或封头)壁厚不一致时,应保持内径一致。
2.2.4、贵阳附近筒节板料正确画线后,应在料线上打上洋冲印子,以检查剪切后材料尺寸是否正确。对不锈钢及有特殊要求的钢种,应用使用色笔画线做印记。
2.2.5、贵阳附近钢板上划线后,应在钢板上进行材料标记移植,并做好工作令号、贵阳附近零件号等相关标记。
2.2.6、贵阳附近划好线的板料尺寸须经检验人员复验,确认无误后方可下料。
a)对碳钢S≤14mm或不锈钢S≤12mm,可剪切(按实际剪切能力而定)。
b)对碳钢S>14mm可用气割,不锈钢S≥12mm,可用等离子切割。







 扫一扫
扫一扫