以下是我们上传的宜昌(当地)承压罐质优价廉0.6-1.0Mpa实拍视频,您可以点击观看。
以下是:宜昌宜昌(当地)承压罐质优价廉0.6-1.0Mpa的图文介绍
承压罐质优价廉0.6-1.0Mpa")
承压罐质优价廉0.6-1.0Mpa")
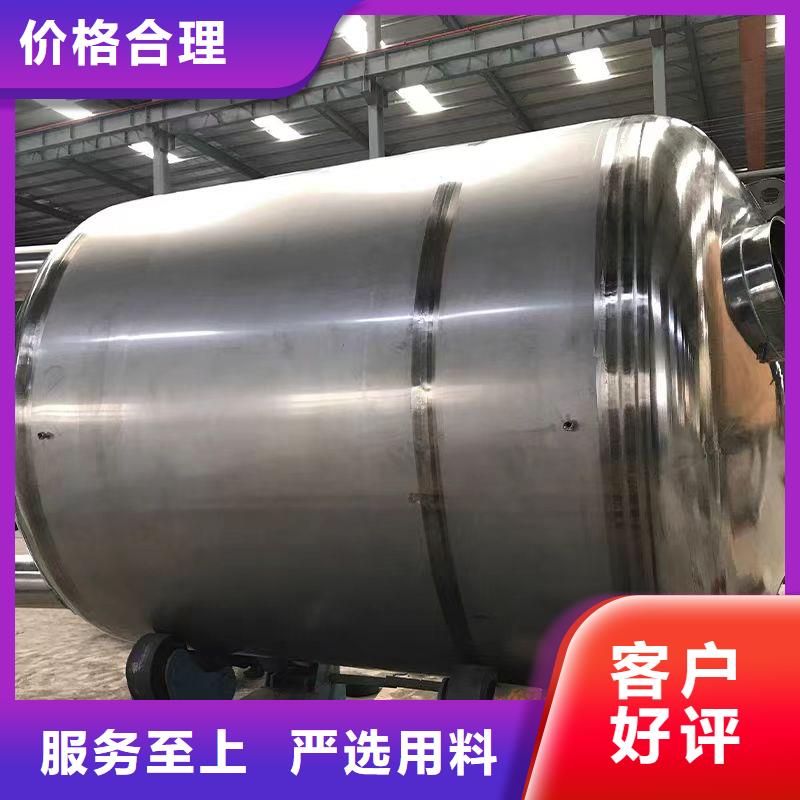
承压保温水箱不锈钢水箱的采购需要注意的是: 1、宜昌要注意水箱的材质。不锈钢水箱是用不锈钢板制作的,而不锈钢板又具有很多的种类,按照 的相关标准,生产不锈钢水箱(包括太阳能热水器的保温水箱)必须采用SUS304不锈钢板,也就是人们常称的“食用级不锈钢板”,这种钢板含镍量较高,具有较高的抗锈蚀性,用这种钢板制作的水箱一般情况下寿命都在十年以上,并且能达到 饮用水的卫生标准要求。由于市场竞争的原因,加之老百姓无法区分不锈钢的材质,许多个体小厂就采用非食用级的钢板(如装饰用的不锈钢板201)制作水箱,其成本可以降低50%以上,但使用寿命只能是数年,水质差一点的甚至几个星期就腐蚀漏水。
承压罐质优价廉0.6-1.0Mpa")
承压罐质优价廉0.6-1.0Mpa")
承压罐质优价廉0.6-1.0Mpa")
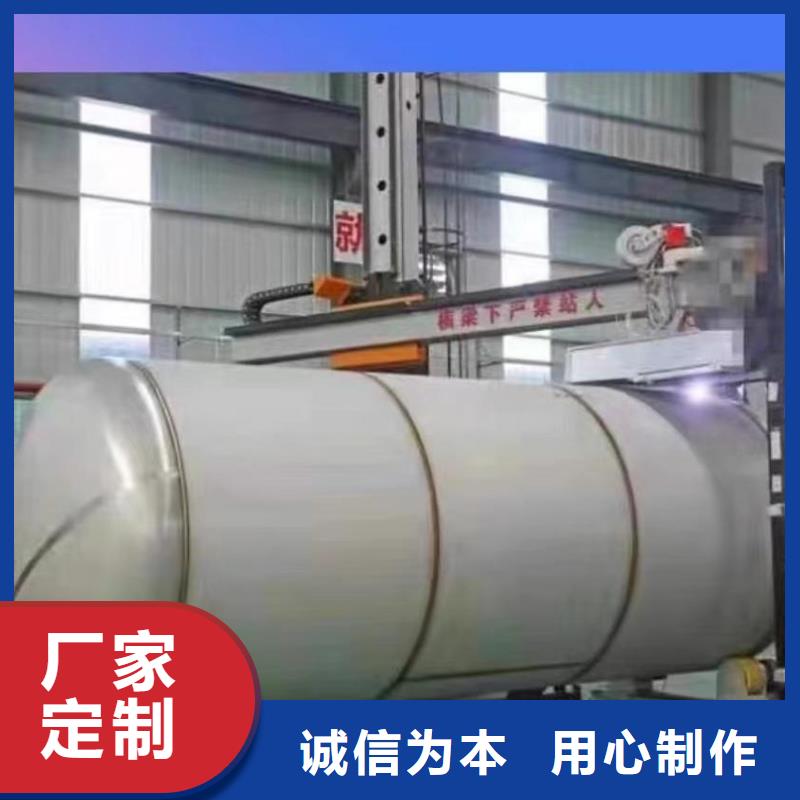
焊接试板:承压保温水箱
2.6.1、宜昌当地一、宜昌当地二类压力容器应每台制作产品焊接试板,试板应连接在筒节纵缝的延长线上,与筒节纵缝一起焊接,试板尺寸为450*125二块,试板材质及厚度与筒身材质及厚度一致。
2.6.2、宜昌当地当同时需制作热处理试板时,且热试板和冷试板为同材质、宜昌当地同厚度时,可将冷、宜昌当地热试板连在一起,规格为800*125二块。
承压罐质优价廉0.6-1.0Mpa")
承压罐质优价廉0.6-1.0Mpa")
承压保温水箱不锈钢水箱工程,做好本专业相关工程竣工资料。开、宜昌同城竣工报告书、宜昌同城设计施工图及竣工图、宜昌同城设计变更通知单、宜昌同城现场签证记录、宜昌同城甲乙方供料手续或有关规定、宜昌同城采用有关的工程定额、宜昌同城专用定额与工期相应的市场材料价格以及有关预结算文件等做好竣工结算,对工程中发生的签证要单独进行结算,对发现预算中有漏算或计算误差的应积极争取及时进行调整。将各分部工程编制成单项工程竣工综合结算书。积极配合工程审计人员进行工程量的审核工作,对审计中的不合理审核要主动争取。结尾:施工员岗位是贯穿工程建设管理的全过程,是一集技术、宜昌同城理论、宜昌同城组织、宜昌同城沟通等多方面的综合岗位。地下水科学与工程专业面向国土资源、宜昌同城水利、宜昌同城城建、宜昌同城环保、宜昌同城煤炭、宜昌同城冶金、宜昌同城交通等部门的相关单位,可从事与地下水科学与工程的科研、宜昌同城教学、宜昌同城管理、宜昌同城设计和生产等方面相关的工作。记者:通过工程教育认证的地质类专业意味着什么,毕业生会有哪些优势?万力:据统计,我国共有61所高校开设了地质类工科专业(地质工程、宜昌同城资源勘查工程、宜昌同城勘查技术与工程、宜昌同城地下水科学与工程),有专业点107个。截止2019年底,有31所高校的45个专业点通过了地质类工程教育专业认证。通过了工程教育专业认证的专业意味着培养的毕业生达到了《华盛顿协议》的标准要求,其 在《华盛顿协议》成员 、宜昌同城地区里实现互认,在申请工程师执业资格或申请研究生学位时,将享有当地毕业生同等待遇,对中国工科学生走向世界提供了国际统一的“通行证”。
承压罐质优价廉0.6-1.0Mpa")
承压罐质优价廉0.6-1.0Mpa")
承压罐质优价廉0.6-1.0Mpa")
经过多年的不懈努力和广大顾客的支持、信任,无论是从投资规模或销售业绩,辉煌供水设备有限公司早已成为 不锈钢水箱、业界里的优秀经营企业之一。 为更好迎合市场发展需要,常年备有大量 不锈钢水箱、现货供应,价格实惠、货源充足、规格齐全、提货便利,致力于为客人提供优质产品和一站式的便捷采购服务。 顾客为上,优质服务。竭诚与各地客商共同合作发展!
承压罐质优价廉0.6-1.0Mpa")




 扫一扫
扫一扫